液压胀头下单需要提供:胀接工艺图 或告知管子规格、管板厚度及有效胀长。



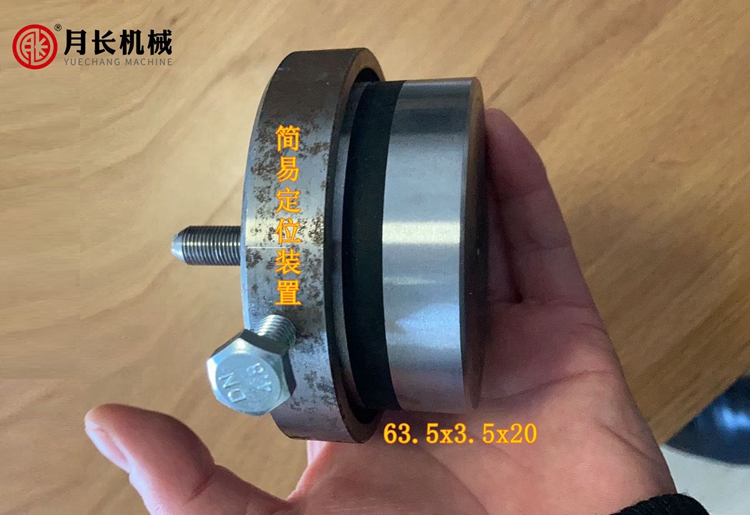



液压胀管机专用黑胶一体式液压胀管器胀头,安装更换方便快捷,省时省力!可以根据用户需求定制胀管器胀头。
正常螺纹为:M10x1,也可定制M18x1.5螺纹或其它任意型号螺纹。
胀头使用说明
本胀头为胀管机专用配件,是胀管机完成胀接的关键部件,在使用本胀头时,应该满足以下几点要求:
1、 正式胀接前,空载开机预热机器3-5分钟。
2、 胀管前必须清除换热器端部的锐口和毛刺,以免损坏胀头。
3、 在安装或更换胀杆前,采用注射器或其它方法,使胀杆内充满水或所选的胀管介质,排除胀杆内的空气。
4、 在每次更换安装软管、胀头,必须排空超高压系统内的空气,并及时补充胀管介质,以免影响工作效率并保证操作安全。
5、 胀接时换热器胀接孔的延长线上(换热器对面)不得站人,否则应用钢板或其它方法进行防护。
6、 对于部分无法插入胀头的管口,可以将胀头的外圆磨小,管子的内直径与胀头的外径之间的间隙应不超过0.3毫米,过大的间隙将大大降低胀头的使用寿命。
7、 胀管操作过程中,必须待完全卸压后,才能拔出胀头。在胀接压力未完全卸除前,严禁拔出胀头,否则会严重损坏胀杆。
8、 在插入或拔出胀头时,严禁扭动胀头。
9、 禁止在胀杆插入管孔前或尚未全部插入管孔内,就进行胀接操作,以免损坏胀杆。
使用寿命
1、胀杆的寿命是在总间隙(管板孔内径与换热管外径的间隙及换热管内径与胀杆外径间的间隙之和)控制在0.6-0.8mm之间实现的。因此,总间隙﹤0.6mm,寿命会更长;总间隙﹥0.8mm,寿命会降低;总间隙﹥1mm,寿命会更低些。
2、胀杆的寿命是一个平均值,相同规格时,数量越多,平均寿命越长,反之 则越短,10支以下无法确保寿命;不同规格时,管径越大,平均寿命越长,反之 则越短;不同长度时,胀杆越长,平均寿命越短,反之则越长。
3、在实施强度胀接时,胀杆液袋(橡胶部分)两边边缘都必须控制在离管板槽边缘 8mm以上,严防液袋边缘胶接处胀在槽中,否则会严重影响胀杆寿命。
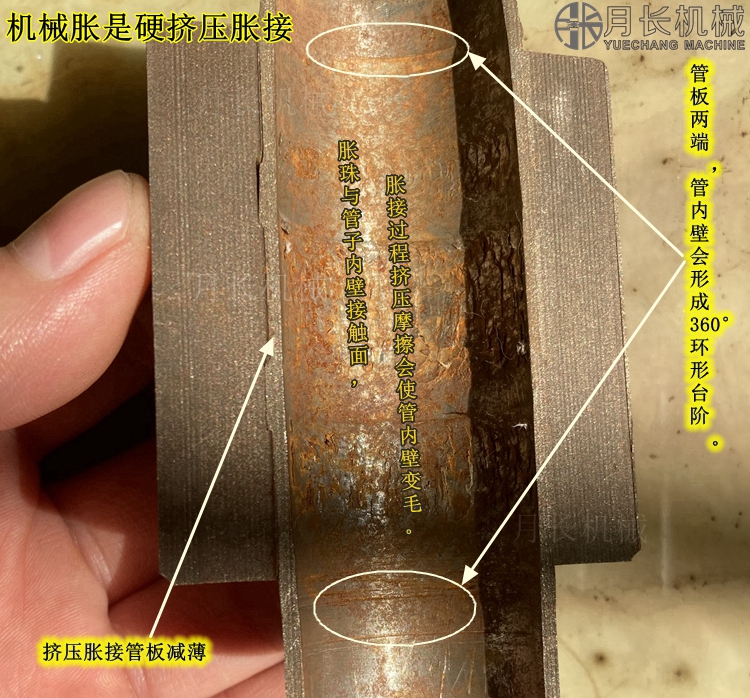
液压胀工艺与传统机械胀工艺效果对比:
1、机械胀属于硬挤压胀接工艺,由胀珠高速滚压促使管子变形而实现胀接,一、滚珠接触面胀接过程中会对管子内壁造成损伤;二、滚珠末端没有胀接到的管子内壁会形成一圈台阶。液压胀工艺绝对完全避免此类现象!
2、机械胀工艺会把管壁减薄;液压胀工艺完全避免此类现象!
3、机械胀工艺在胀管过程中会给管内造成污染现象;液压胀工艺完全避免此类现象!
4、机械胀操作手柄较笨重(基本上重量为18kg左右);液压胀操作手柄重量仅为0.8kg!
5、工作效率:机械胀一个工人8小时单班大概能胀接260个管孔;液压胀一个工人单班8小时轻松胀接3000个管孔。
胀接压力参考值:

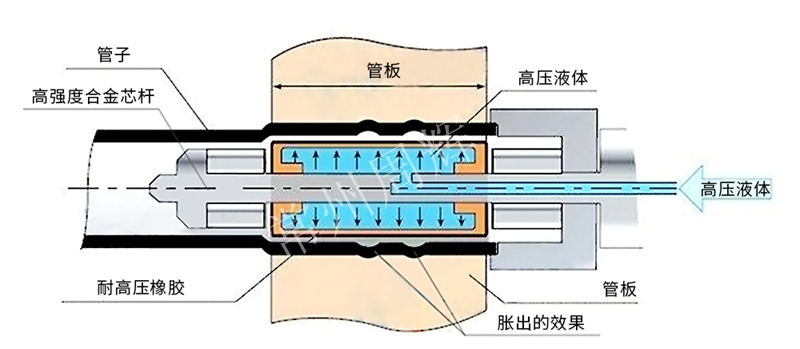
液压胀管技术特点
1、不易形成过胀;
2、胀接质量均匀可靠;
3、可对任意管板厚度的换热器进行全程胀接;
4、胀后管子残余应力低;
5、胀管介质对接头无污染;
6、劳动强度低,生产效率高;
7、对换热管的尺寸精度要求低;
8、换热管胀接作用中无损伤,不产生轴向伸长。
液压胀工艺与传统机械胀工艺效果对比:
1、机械胀属于硬挤压胀接工艺,由胀珠高速滚压促使管子变形而实现胀接,1.1滚珠接触面胀接过程中会对管子内壁造成损伤;1.2滚珠末端没有胀接到的管子内壁会形成一圈台阶。液压胀工艺绝对完全避免此类现象!
2、机械胀工艺会把管壁减薄;液压胀工艺完全避免此类现象!
3、机械胀工艺在胀管过程中会给管内造成污染现象;液压胀工艺完全避免此类现象!
4、机械胀操作手柄较笨重(基本上重量为18kg左右);液压胀操作手柄重量仅为0.8kg!
5、工作效率:机械胀一个工人8小时单班大概能胀接260个管孔;液压胀一个工人单班8小时轻松胀接3000个管孔。
6、液压胀效果均匀,效果佳。
液压胀接拉力测试: